Притирання клапанів виконують на знятій головці блоку циліндрів. Для вилучення клапанів з направляючих втулок головки блоку циліндрів необхідно зняти пружини клапанів, стиснувши їх спеціальним пристосуванням і вийнявши з тарілок пружин сухарі (див. «Заміна маслозйомних ковпачків»). Для притирання клапанів найзручніше користуватися спеціальним механічним пристосуванням (реверсивним дрилем).

Крім того, у продажу є готові ручні держаки клапана.
При відсутності готових пристосувань можна скористатися пристосуванням, виготовленим за кресленням (рис. 5.5).
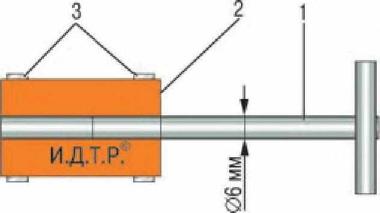
Рис. 5.5. Пристосування для притирання клапанів: 1 - металевий стрижень (можливе використання викрутки з хрестоподібним лезом); 2 - гумовий шланг; 3 - гвинтові хомути
Замість гумового шланга і хомутів можна приварити до стрижня пристосування наконечник, в бічній стінці якого виконано наскрізний різьбовий отвір, у яке укручений болт для фіксації стрижня клапана.
Крім того, вам знадобиться: притиральна паста, гас, слабка пружина, по зовнішньому діаметру проходить в отвір сідла клапана.
1. Очистіть клапан від нагару.

2. Нанесіть на фаску клапана суцільний тонкий шар притиральної пасти.
3. Надягніть на стрижень клапана попередньо підібрану пружину й вставити клапан в направляючу втулку з боку камери згорання, змастивши стрижень клапана шаром графитной мастила.
Примітка
Графітна змазка оберігає напрямну втулку від попадання в її отвори абразиву з притироной пасти і полегшує обертання клапана під час притирання.
4. Надягніть на стрижень клапана пристосування для притирання клапанів (або з деяким натягом гумову трубку для з'єднання клапана з реверсивним дрилем).

5. Включивши дриль на мінімальну частоту обертання (у реверсному режимі) або обертаючи пристосування (у разі ручної притирання) поперемінно в обидві сторони на пів - обороту, притрите клапан, періодично то притискуючи його до сідла, то послаблюючи зусилля притиснення.

6. Притирайте клапан до появи на його фасці матово-сірого безперервного однотонного паска шириною не менше 1,16 мм для впускного клапана і 1,31 мм для випускного, при цьому...

7. .на сідлі клапана після притирання також повинен з'явитися матовий поясок шириною не менше 0,9 мм
8. Після притирання ретельно протріть клапан і сідло чистою ганчіркою і промийте для видалення залишків притиральної пасти.
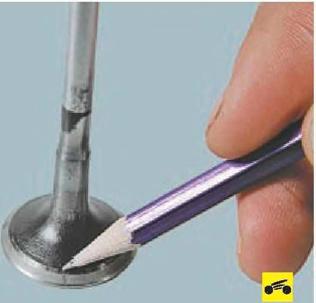
9. Перевірте концентричність розташування тарілки клапана і сідла; нанесіть на фаску тарілки клапана тонкий шар олівцевого графіту грифеля, вставте клапан в направляючу втулку і, злегка притиснувши до сідла, проверніть. Слідами графіту на фаски сідла можна судити про концентричності розташування клапана і сідла.
10. Перевірте герметичність клапана, для чого встановіть його в голівку з пружинами і сухарями. Потім покладіть голівку набік і залийте гас в той канал, який закритий клапаном. Якщо протягом 3 хвилин гас не просочиться в камеру згоряння, клапан герметичний.