
Плоскі щупи (див. малюнок) є набором пластин певної товщини з відповідним маркуванням, що використовуються для вимірювання різних зазорів. Також плоскі щупи можуть бути використані, наприклад, для вимірювання осьового люфту там, де використання індикатора годинного типу (див. нижче) важко.

Набір плоских щупів необхідно берегти від зайвих зусиль і ударів, щоб пластини щупа не були погнуті або пошкоджені. Поверхня плоских щупів повинна утримуватися в чистоті і бути покрита найтоншим шаром олії, щоб запобігти корозійним процесам.
При вимірі зазору необхідно підібрати такий плоский щуп, який увійде з невеликим опором між двома деталями. Рекомендується мати два комплекти плоских щупів, щоб гарантувати точність вимірів.
Мікрометр - прилад, призначений для вимірювання лінійних розмірів абсолютним контактним методом в області малих розмірів з високою точністю (від 0,01 до 0,001 мм), перетворювальним механізмом якого є мікропара гвинт-гайка.
Необхідно утримувати мікрометр у чистоті. Будьте обережні, щоб не кидати мікрометр, оскільки його скоба може деформуватися, що призведе до неточності вимірювань.
Дія мікрометра заснована на переміщенні гвинта вздовж осі при обертанні його в нерухомій гайці. Переміщення пропорційне куту повороту гвинта навколо осі. Повні обороти відраховують за шкалою, нанесеною на стеблі мікрометра, а частки обороту – за круговою шкалою, нанесеною на барабані. Оптимальним є переміщення гвинта в гайці лише на довжину не більше 25 мм через труднощі виготовлення гвинта з точним кроком більшої довжини. Тому мікрометр виготовляють декількох типорозмірів для вимірювання довжин від 0 до 25 мм, від 25 до 50 мм. Для мікрометрів з межами вимірювань від 0 до 25 мм при зімкнутих вимірювальних площинах п'яти та мікрометричного гвинта нульовий штрих шкали барабана повинен точно збігатися з поздовжнім штрихом на стеблі, а скошений край барабана - з нульовим штрихом шкали стебла. Для вимірювань довжин, більших 25 мм, застосовують мікрометр зі змінними п'ятами; установку таких мікрометрів на нуль проводять за допомогою настановної міри, що прикладається до мікрометра, або кінцевих заходів. Вимірюваний виріб затискають між вимірювальними площинами мікрометра. Зазвичай крок гвинта дорівнює 0,5 або 1 мм і відповідно шкала на стеблі має ціну розподілу 0,5 або 1 мм, а на барабані наноситься 50 або 100 розподілу для отримання відліку 0,01 мм. Ця величина відліку є найбільш поширеною, але є мікрометри з відліком 0,005, 0,002 та 0,001 мм. Постійне осьове зусилля при контакті гвинта з деталлю забезпечується фрикційним пристроєм - тріскачкою. При щільному дотику вимірювальних поверхонь мікрометра з поверхнею деталі, що вимірюється, тріскачка починає провертатися з легким тріском, при цьому обертання мікрогвинта слід припинити після трьох клацань.
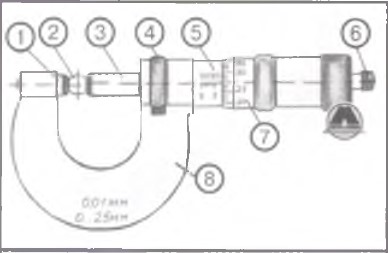
1. П'ята. 2. Предмет вимірювання. 3. Шпіндель. 4. Колесо. 5. Вимірювальна шкала (мм). 6. Храповик. 7. Ноніус барабана. 8. Скоба.
Під час проведення вимірювань предмет (2) затискається між п'ятою та мікрометричним гвинтом (3). На поверхні стебла знаходяться дві штрихові шкали, зміщені одна щодо одної на 0,5 мм і мають ціну поділу 1 мм. Барабан (7) обертається навколо кругової шкали, що також розташовується на скосі барабана. Мікрометричний гвинт може бути зафіксований у будь-якому положенні. Гвинт оснащений механізмом - тріскачкою для забезпечення сталості вимірювального тиску.
1. Предмет встановлюється між п'ятою та мікрометричним гвинтом, при цьому, обертаючи барабан, встановлюють шпиндель на приблизному розмірі предмета.
2. Шпиндель обережно наближається до зіткнення з вимірюваним предметом. Вид-во "Monolith"
3. Визначається розмір мм за допомогою ноніуса барабана, який відповідає горизонтальному вказівному штриху шкали стебла.
4. Визначається загальний розмір об'єкта, що замірюється
Примітка:
При контакті з предметом, що вимірюється, не виробляти підтиск шпинделя обертанням гільзи барабана від руки, це може призвести до поломки мікрометра. Для більш точного визначення розмірів необхідно переконатися, що предмет добре закріплений.
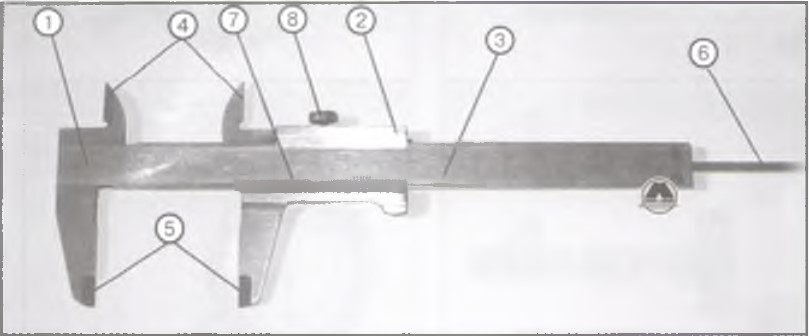
1. Штанга. 2. Рухлива рамка. 3. Шкала штанги. 4. Губки для внутрішніх вимірювань. 5. Губки для зовнішніх вимірювань. 6. Лінійка глибиноміру. 7. Ноніус. 8. Гвинт для затиску рамки
Штангенциркуль - універсальний інструмент, призначений для високоточних вимірювань зовнішніх та внутрішніх розмірів. Крім того, штангенциркулем можна визначати глибину отворів та виступів.
Вимірювальні губки штангенциркуля можна використовувати також для вимірювання паралельності сторін заготовок.
Штангенциркулі мають межі вимірювань 0-125 мм (ШЦ-1), 0-160 мм (ШЦ-2) та 0-400 мм (ШЦ-3).
Штангенциркуль ШЦ-1, що найчастіше використовується.
Для вимірювання зовнішніх розмірів та контролю паралельності використовують основні вимірювальні губки інструменту, для вимірювання внутрішніх розмірів та розмітки – допоміжні загострені губки.
За допомогою глибиноміру визначають глибину отворів та виступів.
В основу пристрою штангенциркуля покладено лінійку з поділками (штанга) та допоміжну шкалу-ноніус, яка переміщується по основній лінійці-штанзі. За допомогою цієї допоміжної шкали можна відраховувати частки поділу основної шкали.
Принцип роботи ноніуса ґрунтується на різниці інтервалів поділів основної шкали та шкали-ноніуса. Ця різниця дорівнює ціні поділу ноніуса, а кількість поділів залежить від ціни поділу.
Якщо інтервал поділу шкали становить 1 мм, а інтервал поділів ноніуса - 0,9 мм, то ціна поділу ноніуса дорівнює 0,1 мм.
Таким чином, якщо поєднати нульовий поділ ноніуса з нульовим розподілом основної шкали штангенциркуля, то перший поділ ноніуса «відстане» від першого поділу основної шкали на величину різниці інтервалів шкал, тобто на 0,1 мм, друге поділ - на 0,2 мм тощо.
Десятий поділ ноніуса, змістившись на 1 мм, збігається з дев'ятим поділом основної шкали штанги, тобто якщо ціну поділу 1 мм розділити на число поділів ноніуса (на 10), отримуємо 0,1 мм (див. рис.)
Приклад:
Якщо нульовий штрих ноніуса збігається з будь-яким штрихом на лінійці, цей поділ вказує розмір у цілих міліметрах.
Якщо нульовий штрих ноніуса не співпав зі штрихом на основній шкалі, то найближчий ліворуч поділ на лінійці показує ціле число міліметрів, а десяті частки відраховують по ноніусу.
До цілої кількості міліметрів додається стільки десятих часток міліметра, скільки штрихів ноніуса налічується до повного збігу будь-якого штриха ноніуса з одним із штрихів лінійки. На малюнку показаний приклад відліку 7 мм та 7,7 мм.
Деякі штангенциркулі оснащуються індикатором вартового типу. Індикаторна шкала дозволяє регулювати налаштування на нуль, контролювати допускові відхилення.


У процесі роботи та після її закінчення необхідно протирати штангенциркуль серветкою, змоченою у водно-лужному розчині, потім насухо - чистою серветкою. Після закінчення роботи покрити поверхні штангенциркуля тонким шаром будь-якої технічної олії і укласти в чохол. Не допускати в процесі експлуатації грубих ударів або падіння, щоб уникнути вигинів штанги та інших пошкоджень, подряпин на вимірювальних поверхнях, тертя вимірювальних поверхонь про контрольовану деталь.
Індикатор годинного типу призначений для вимірювання лінійних розмірів абсолютним та відносним методами, визначення величини відхилень від заданої геометричної форми та взаємного розташування поверхонь. Індикатори з діапазоном вимірювання 0-2 мм випускаються у двох виконаннях:
ІК - з переміщенням вимірювального стрижня паралельно шкалі;
ІТ - з переміщенням вимірювального стрижня перпендикулярно до шкали.
Зміцнюють індикатори або за приєднувальну гільзу діаметром 8h7, або за вушко товщиною 5 мм з отвором приєднувальним діаметром 5 мм.
Використання індикатора годинникового типу дуже різноманітне, тому тут не описується. Конкретні випадки використання приладу описуються у посібнику з ремонту (наприклад, вимірювання осьового люфта колінчастого валу двигуна, вимірювання биття гальмівного диска тощо).
Нутромір призначений для вимірювання внутрішніх розмірів деталей (наприклад, діаметр отвору циліндра, ширина канавок тощо).

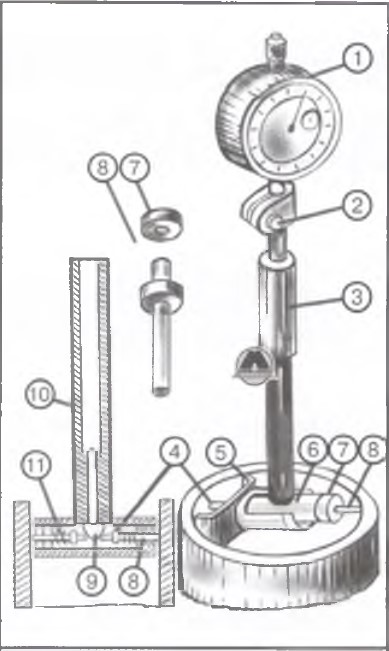
1. Індикатор вартового типу. 2. Гвинт. 3. Рукоятка. 4. Двигун. 5. Центруючий місток. 6. Трійник. 7. Гайка. 8. Вимірювальний стрижень. 9. Грибок. 10. Стрижень. 11. Спіральна пружина.
Прилад має напрямну втулку (5), у верхній частині якої встановлено індикатор годинного типу (1), закріплений гвинтом (2). Усередині втулки знаходиться довгий стрижень, який стикається з коротким стрижнем (10), що упирається в грибок (9) трійника (6) головки нутроміра. У трійнику розташовані двигун (4) та змінний вимірювальний стрижень (8), закріплений у трійнику гайкою (7). З боку рухомого штифта на трійнику насаджений центруючий місток 5, що служить для установки головки індикатора по діаметру отвору. При вимірі отворів двигун (4) зі спіральною пружиною (11) тисне на грибок (9) і через стрижень (10) передає рух на довгий стрижень до індикатора.
Переміщення стрілки індикатора визначає відхилення розміру. Перед вимірюванням нутромір встановлюють на номінальний розмір за кільцем або блоком плиток.
Індикаторні нутромери випускають з межами вимірів: 6-10; 10-18; 18-35; 35-50; 50-100; 100-160; 160-250; 250-450 мм. Для вимірювання до нутроміру додають змінні шайби та стрижні, що відрізняються один від одного на 1 або 5 м (залежно від межі вимірювань). Шайби встановлюють в отвір трійника голівки.