Притирку клапанов выполняют на снятой головке блока цилиндров. Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув из тарелок пружин сухари (см. «Замена маслосъемных колпачков»). Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).

Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.5).
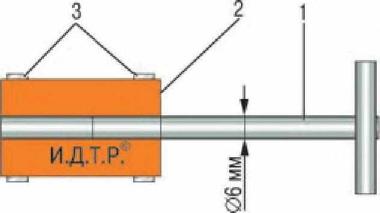
Рис. 5.5. Приспособление для притирки клапанов: 1 - металлический стержень (возможно использование отвертки с крестообразным лезвием); 2 - резиновый шланг; 3 - винтовые хомуты
Вместо резинового шланга и хомутов можно приварить к стержню приспособления наконечник, в боковой стенке которого выполнено сквозное резьбовое отверстие, в которое ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Примечание
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притироной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).

5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол- оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,16 мм для впускного клапана и 1,31 мм для выпускного, при этом...

7. .на седле клапана после притирки также должен появиться матовый поясок шириной не менее 0,9 мм.
8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты.
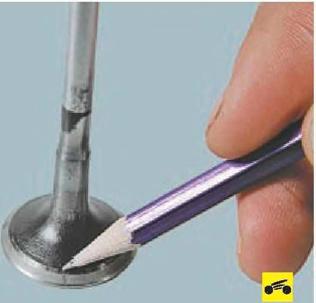
9. Проверьте концентричность расположения тарелки клапана и седла; нанесите на фаску тарелки клапана тонкий слой графита карандашного грифеля, вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните. По следам графита на фаске седла можно судить о концентричности расположения клапана и седла.
10. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 минут керосин не просочится в камеру сгорания, клапан герметичен.