Если необходим ремонт головки блока цилиндров двигателя, установленой на автомобиле, снимите ее (см. «Замена лррокладки головки блока цилиндров»). В большинстве случаев ремонт головки блока цилиндров заключается в притирке или замене клапанов, шлифовке седел клапанов. При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Вам потребуются: ключи «на 8», «на 10», «на 13», свечной ключ, намагниченная отвертка (или пинцет) и приспособление для сжатия клапанных пружин.
1. Снимите головку блока цилиндров с автомобиля (см. «Замена прокладки головки блока цилиндров»).
2. Снимите выпускной коллектор и установленную под ним прокладку (см. «Снятие и установка выпускного коллектора и замена его прокладки»).
3. Выверните свечи зажигания (см. «Замена и обслуживание свечей зажигания»)
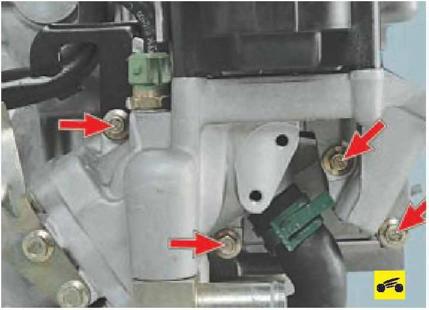
4. Выверните четыре болта крепления...
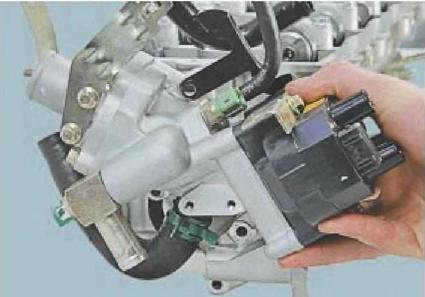
5. ...а затем снимите корпус термостата (в сборе с катушкой зажигания)...

6. ...и установленную под ним прокладку.
7. Снимите распределительные валы (см. «Снятие, дефектовка и установка распределительных валов», с. 90).
8. Снимите нажимные рычаги клапанов в сборе с гидрокомпенсаторами (см. «Замена гидрокомпенсаторов зазоров в механизме привода клапанов», с. 92).
9. Снимите маслосъемные колпачки (см. «Замена маслосъемных колпачков»).

10. Извлеките клапаны из направляющих втулок.
Предупреждение
После длительной эксплуатации на верхнем торце клапана может образоваться заусенец грибообразной формы. Перед выниманием клапана из направляющей втулки удалите этот заусенец надфилем. Категорически запрещается выбивать клапан из направляющей втулки молотком через оправку без удаления заусенца, так как при этом неизбежно будет повреждена внутренняя поверхность втулки.
11. Удалите смолистые отложения с верхней поверхности головки и из впускных каналов. Эти отложения можно размягчить и смыть керосином или дизельным топливом.
12. Вычистите нагар из камер сгорания и выпускных каналов Нагар удалите круглой металлической щеткой, установленной в патрон электродрели.
Полезные советы
Предварительно размочите нагар керосином.
Соблюдайте осторожность - избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
13. Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
14. Удалите с привалочной поверхности головки блока цилиндров пригоревшие остатки уплотнительной прокладки.
Предупреждение
Запрещается очищать привалочную поверхность головки металлическими щетками или наждачной шкуркой. Пользуйтесь лопаткой из твердого дерева или пластмассы, предварительно размягчив остатки прокладки растворителем.
15. После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Предупреждение
Запрещается заваривать трещины, раковины и свищи. Дефектную головку замените.

16. Проверьте с помощью металлической линейки, установленной на ребро, и щупа плоскостность привалочной поверхности головки в продольном и поперечном направлениях, а также по диагоналям Если зазор между ребром линейки и поверхностью головки превышает 0,04 мм, замените головку.

17. Очистите поверхности фланцев головки для установки впускного и выпускного коллекторов от остатков прокладок и нагара.
18. Проверьте наличие деформаций фланцев для впускного и выпускного коллекторов, деформированную головку замените.
19. Поврежденные резьбовые отверстия отремонтируйте прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
20. Проверьте плотность установки заглушек рубашки охлаждения. При ослаблении их посадки восстановите ее чеканкой
21. Определите износ направляющих втулок клапанов, измерив внутренний диаметр отверстия втулки, диаметр стержня клапана и по разности этих размеров определив зазор. Зазор для впускных клапанов должен быть не более 0,02 мм, для выпускных - не более 0,04 мм
22. Если зазор больше допустимого, замените клапаны или головку блока цилиндров.
Предупреждение
Направляющие втулки изготовлены из стали методом порошковой металлургии, запрессованы в головку блока и замене не подлежат.
23. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. «Притирка клапанов»).
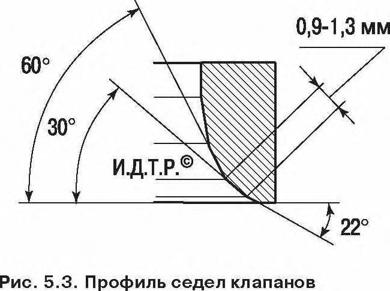
24. Более значительные дефекты седел клапанов устраняют шлифовкой, выдерживая размеры, показанные на рис. 5.3. Седла рекомендуется шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.
25. Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. Допускается шлифование рабочей фаски клапанов (в ремонтных мастерских, располагающих соответствующим оборудованием). После шлифования угол фаски относительно плоскости тарелки должен быть 30°+5', а толщина цилиндрической части тарелки должна быть не менее 0,15 мм Незначительные риски и царапины на фаске можно вывести притиркой клапана к седлу (см. «Притирка клапанов»).
Предупреждение
Для того чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
26. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте его в направляющую втулку и, слегка прижав к седлу, проверните По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
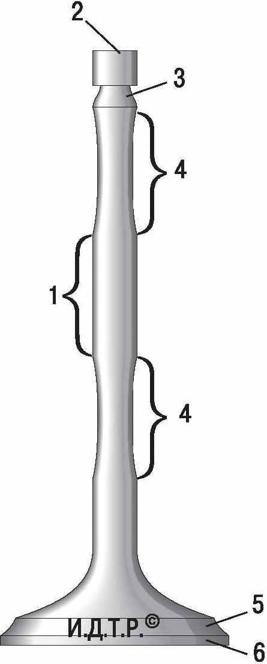
Рис. 5.4. Зоны износа клапана: 1 - зона наименьшего износа стержня; 2 - торец стержня; 3 - проточка под сухари; 4 - зоны наибольшего износа стержня; 5 - рабочая фаска; 6 - кромка тарелки.
27. Проверьте износ стержня клапана в местах, показанных на рис. 5.4. Номинальный диаметр стержней впускных клапанов (5,980+0,008) мм, выпускных клапанов (5,960+0,008) мм.
28. Проверьте состояние проточек 3 стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части клапан замените
29. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. По возможности определите упругость пружин по развиваемому усилию. Согласно техническим требованиям длина пружины в свободном состоянии должна составлять 47,7 мм, а под нагрузкой 620 Н - 32 мм. Искривленные пружины и пружины с трещинами замените.
30. Проверьте состояние опорных тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
31. Прокладки впускной трубы, выпускного коллектора и головки блока цилиндров всегда заменяйте новыми, так как снятые (даже внешне не поврежденные) прокладки, могут оказаться сильно обжатыми и не обеспечат герметичности уплотнений.